 : +86-18621535697
: +86-18621535697  : export81@huaxia-intl.com
: export81@huaxia-intl.com






Lágkolefnis stálvír: Notkun, eiginleikar og framleiðsluferli
Með aukinni alheimsvitund um umhverfisvernd hefur lágkolefnis stálvír, sem ný tegund af umhverfisvænu efni, smám saman fundið útbreidda notkun í
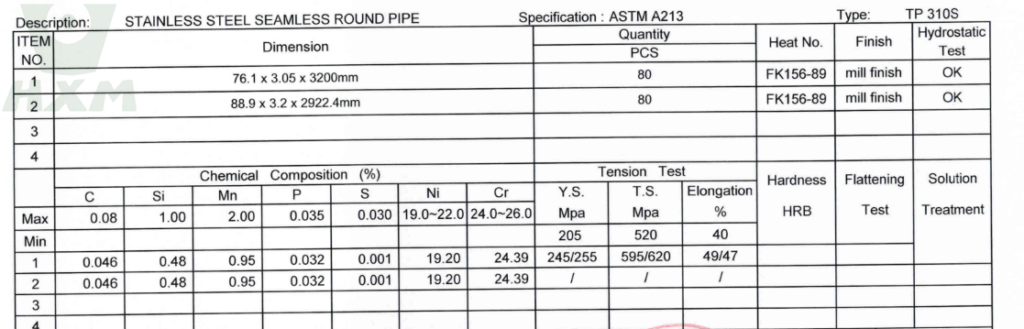
A312/A312M Ryðfrítt stálrör
Tengdar færslur: Ryðfrítt stál sexhyrndur stöng Ryðfrítt stál hornstöng Ryðfrítt stál Channel Bar
S31803 heitvalsaðar ryðfríu stálplötur
Ertu að leita að besta ryðfríu stáli birgirnum?
Veldu sino-stainless-steel.com fyrir allar þarfir þínar!
31803 heitvalsað ryðfrítt stálplata okkar býður upp á hágæða á samkeppnishæfu verði, stutt af framúrskarandi þjónustu við viðskiptavini.
S2507 Kaldvalsað ryðfrítt stálplötur
S2507 kaldvalsað ryðfrítt stálplötur Fyrri Næsta Stutt lýsing: S2507 kaldvalsað ryðfrítt stálplötur eru sterkar og tæringarþolnar ryðfríu stálplötur, einnig þekktar

201 heitvalsað ryðfrítt stálplata
Ertu að leita að hágæða birgjum úr ryðfríu stáli?
Horfðu ekki lengra en Sino Ryðfrítt stál! Vörurnar okkar 201 heitvalsaðar ryðfríu stáli eru þekktar fyrir einstök gæði og endingu.
Veldu okkur fyrir frábæra þjónustu við viðskiptavini, samkeppnishæf verð og óviðjafnanlega sérþekkingu í greininni.